
|
|
Awesome Aussie – the 1982 Sesqui 1.5 cc Diesel
My late and much-missed mate Ron Chernich published a short piece on the Sesqui in the September 2006 edition of his wonderful “Model Engine News” (MEN) website, where it may still be accessed. This took the form of an authorized re-publication of an article by the late David R. Janson which had appeared previously as entry no. 94 in David’s “Model Engine Designer and Manufacturing Profiles” series published in the “SAM Speaks” newsletters and later compiled into a limited-edition book format. Sadly, Ron left us well before his time without sharing the access codes to his heavily-encrypted website, making it impossible to carry out any maintenance. Consequently, the site is now exhibiting unmistakable signs of deterioration as various links fail progressively. I’m not willing to risk the loss of Ron’s efforts due to this enforced lack of maintenance, hence my decision to publish this greatly expanded article on my own website, along with other important reviews to be found on MEN but now in danger of being lost. The Sesqui was the brainchild of Ivor F. Stowe, better known to the model engine fraternity as just plain Ivor F, working in close collaboration with iconic Australian model engine designer/manufacturer Gordon Burford. Ivor was one of the most original characters ever to be associated with model engines over the years. I think that it’s only right to begin by sharing something of his story. The Legendary Ivor F The name of Ivor F (no period – F is his “surname”) will need no explanation to an Australian modeler, but the broader readership may be a bit mystified. To begin with, Ivor F was his full registered legal name! His involvement with the aeromodelling movement in Australia went back to the pre-WW2 years.
Following service in WW2, Ivor taught at a number of Sydney-area schools, always encouraging and assisting youngsters to take up aeromodelling, frequently using materials and supplies paid for out of his own pocket. His life-long pedagogic leanings, plus a spirit of rugged individualism that Aussies like to think is uniquely Australian (but isn't!), eventually led him to take a stance on spelling reform - a very firm stance! To demonstrate his total commitment to his views, he changed his name legally to Ivor F (no period, no nothing!). Unfortunately - or fortunately, depending on your point of view - his spelling proposals did not gain overwhelming acceptance, although his stance on this and other issues did earn him the title of ABC’s Eccentric of the Year in 2001! Regardless, Ivor stuck to his guns, writing a series of articles on Gordon Burford's engines for the Ozzie magazine “Airborne” using his spelling rules, which seem to include some injunction against the use of adjacent vowels and the use of the letter z as well as the use of strictly phonetic spelling. For example, head becomes hed, and any becomes eny. Commas and the spaces that go with them are also often omitted. I’ll leve yu dere reder to form yor own opinyon on this hasy issyu! Genesis of the Sesqui
Sadly, the commercial failure of the last Taipan model, the magnificent Taipan 40 R/C, bankrupted the Burford company in 1975 after some 1,500 of the engines had been turned out. Gordon thereupon relocated to Currumbin on Queensland’s Gold Coast, where he set up a smaller but well-equipped home workshop to continue his experiments with model engines. This workshop included equipment for the creation of investment castings.
The initiation of the Sesqui project, cleverly named for the Latin prefix meaning “one-and-a-half”, was announced in the October 1980 issue of the Australian modelling magazine “Airborne”. Readers were invited to subscribe to the project, with the initial batch of 100 so-called Sesqui Mk. I engines to be distributed among the subscribers, each of whom was to receive both a diesel and a glow-plug example. The question which arises immediately is – why a 1.5 cc displacement? Surely a 2.5 cc model would attract more attention? And why a 1.5 cc diesel of this relatively advanced specification? True, there was a ½A team race category for 1.5 cc engines in Britain and certain Commonwealth countries, but this class was essentially a national category and was not contested internationally. As a result, it was poorly supported by team race enthusiasts even in those countries which included it in their competition events. Not much of a market there ………… The true motivation for the Sesqui may have arisen from the fact that some fairly strong rumors were then circulating to the effect that the FAI was seriously considering an amendment to the rules for F2C (control-line team racing) to reduce the engine displacement limit for international events from 2.5 cc to 1.5 cc. presumably in an effort to keep speeds down. A Regardless of the motivation, the Sesqui was designed by Gordon Burford, who also agreed to produce the investment castings and the production tooling, perhaps doing some of the final fitting as well. The rest of the work was to be undertaken by Ivor in his own newly-established home workshop in Doonside. Gordon provided considerable assistance to Ivor in equipping and setting up Ivor’s workshop. There were extended delays in the initiation of actual production, stemming from complications encountered during the setting-up of Ivor’s workshop as well as the book-keeping associated with the management of subscriptions. However, the project did come to fruition eventually, with the first Mk. I “Collectors’ Edition” examples reaching subscribers in mid-1982 in diesel configuration. Interestingly enough, the promised glow-plug variants never materialized. Let’s share a closer look at this engine. The Sesqui Described
The Sesqui is built around an intricate but sturdy investment casting comprising the crankcase, front bearing housing, exhaust stack and finned cylinder casing. Eschewing the increasingly fashionable ABC piston-cylinder combination, the engine uses a thick drop-in hardened steel liner with a cast-iron piston and orthodox full-diameter cast iron contra-piston. This was probably a production-based choice. The liner is retained by a turned aluminium alloy head which is secured with four Allen-head bolts. The compression screw is also an Allen-head item, in keeping with common team race diesel practice. A hex key is of course required to activate it.
The very thick hardened steel cylinder liner is provided with a conventional Schnuerle-plus-boost-port bypass/transfer system featuring two bypass ports, one on each side, that are angled slightly upward as well as away from the exhaust. The single third (boost) port located directly opposite the exhaust is inclined sharply upward in the customary manner.
At the rear, the engine is equipped with a conventional drum valve, the internal gas passage of which is open to the crankcase. The backplate is sealed with an O-ring and is reversible, allowing the positioning of the intake in either downdraft or updraft orientations. The driving disc of the drum valve itself is provided with alternative crankpin engagement slots spaced 180° apart to maintain the correct timing in either orientation. The standard of construction of the Sesqui is very high. The engines were generally set up very much on the tight side, creating a requirement for a lengthy running-in period. However, by any standard this was a quality product which did great credit to the joint abilities of Ivor F and Gordon Burford. Well done, lads!! Performance
Since the engine which he examined was a borrowed example, Chinn refrained from running it in and subjecting it to a full test. Instead, he quoted Ivor F’s own assertion that a “good” example of the engine would turn a Taipan 7x4 prop at around 17,800 RPM, while the worst of those tested by Ivor managed 15,000 RPM on the same prop. Such a variation of performance figures is to be expected in a small series of individually-produced smaller-displacement model engines like this one, as Chinn was at pains to point out. Even so, Chinn noted that the 15,000 RPM figure still indicated a respectable output of around 0.20 BHP at that speed, while the 17,800 RPM figure reflected an output in the neighbourhood of 0.34 BHP. Chinn commented that if it was anywhere near accurate, the latter figure would make the Sesqui the most powerful 1.5 cc diesel ever tested! I have to say that this level of performance certainly seems to be “there” in this design.
One very interesting comment should be made here. When the intake is positioned in the downdraft orientation, the actual orifice is positioned almost directly behind the exhaust. One would expect a certain loss of performance due to the ingestion of spent exhaust gases rather than pure air. However, bench testing has demonstrated that the engine’s performance is more or less unaffected by the orientation of the intake. A slightly surprising finding, but there it is! Production history
The entire initial batch was soon gone, and optimistic plans were made for the manufacture of a further 1,500 examples of what was termed the Mk. II variant, to be distributed worldwide by mail order. In reality, the Mk. II was little if at all different from the original Mk. I. Arrangements were made with Ray Victor of 21 Vesta Road, Brockley, London SE4 to have Ray act as British distributor. Ray made sure that Peter Chinn had a chance to inspect an example, resulting in his previously-cited “Aeromodeller” article of February 1983. Things seemed be on a roll! However, all was not well behind the scenes. For starters, the anticipated FAI rule change did not materialize, leaving the Sesqui as a competition diesel with very limited applications. This greatly reduced the hoped-for customer base. Secondly, manufacturing costs had escalated well beyond levels which could be recovered through sales in the marketplace as it existed at the time. Consequently, the ambitious production program planned for the Sesqui had to be abandoned, with no more than 350 examples ending up being produced and sold in total. The Sesqui must therefore be judged as a notable technical success but a commercial failure. Still, hats off to Ivor and Gordon for a very worthy effort! They certainly created a present-day collector's item of considerable interest and value! Ivor and Gordon were to collborate on one more venture - the Australian-made Doonside Elfin 149 PB replicas of the late 1980's. I've documented that somewhat unhappy venture elsewhere. The Recollections of Ivor F Fortuitously enough, Ivor wrote up the inside story of the Sesqui in a leaflet which was provided to purchasers of the original Collectors’ Edition of the engine. Ron included this as a linked document in his MEN piece on the engine. As Editor of the articles which appear on my website, I consider this account to be an important reference regarding the trials and tribulations leading up to the production of this engine. Accordingly, I’ll present Ivor’s text in full here. In doing so, I must extend a posthumous apology to Ivor for having the temerity to edit his text into the generally-accepted English language format, purely to make it more readable for my valued readers. Those who wish to read Ivor’s original text are free to do so using the link provided. But be warned!! Being totally dedicated to his push for spelling reform, Ivor naturally used his own system when writing up his account of the Sesqui story. Apart from his refusal to use adjacent vowels, he frequently (but not invariably) omits commas, and even when he uses them he often omits the customary spaces which follow them. He also uses purely phonetic spelling. The use of the letter “z” appears to be a no-no, while extremely long paragraphs are also apparently favoured. Despite these idiosyncrasies, it’s an entertaining read in the vernacular! Ron took the trouble to clean the document up a little by partially sorting the commas, but the unique character of the man still comes through loud and clear! I wish very sincerely that I’d had the opportunity to get to know him personally. Anyway, having set the stage, here’s Ivor F’s own account of the Sesqui story! In reading what follows, bear in mind that this was Ivor’s first hands-on venture into the world of series production of model engines. It was Ivor’s home workshop that was being equipped during the course of this tale. Text provided by Ivor F to 1982 Sesqui Collector Edition customers Here at last is your SESQUI. Not before time, do I hear you say? Well, I've heard the same sentiments from the bank manager for the last two years! Anyway, thanks for your patience. Now that the pipe-dream has become reality, I thought that you'd like to learn about some of the vicissitudes of a mug's venture into the cold hard world of production engineering. As many of you know, all my training has been in what the academics call the humanities, so when I started this little caper I couldn't tell a hawk from a handsaw, let alone a slot drill from an end mill. I probably still don't know much about any of the four except that some of them cost more if you break one. Anyway, Sesqui loomed large before the cuts in the tech courses clamped down, and thanks to Dick and Lionel I had a happy year making swarf, about a 200 litre drum of it (44 gallons if you're old-world) and very little else except the same mistakes made several times over. Not all opsimaths are slow-learners - just this one!
The penny also dropped that we weren't going to buy a used hand-op Capstan and that we certainly couldn't afford CNC or even a good auto lathe. Thank heaven for the Taiwanese! Line Huang make a superb Capstan, the L30, that is 30 mm or 1½ in. through the spindle. The spindle is the other end from the tailstock, I think. ”And we'll buy four drill presses”, sez Gordon. “Four?” I yelp, “what for?” “How many holes in a conrod?” asks Burf. “Two!” I reply, guessing wildly. “And how do you make them?” Sometimes Burf can be relentless…………. “Oh, I see - we do need four!” I say. It's a flat lie, but Burf is already making conrods in his head. Drill the big end, drill the little end, ream the big end, ream the little end, wattaya wannado, change the drill after every ten rods or what? So we buy four drill presses for conrods. And a power press fifteen tonner. For conrods. And four thousand feet of high tensile 7/16 alloy bar - not 11 mm, mate, 7/16 of then old-fashioned things. This bar is old, old. Like Ministry of Defence 1942. Good stuff. For conrods. “Twenty-six operations in a conrod” sez Gordon. I can see he's already designing the jigs and tooling in his head. It arrives about six weeks later. All for conrods. And a Bridgeport Mill that's too big to come in any other way except over the roof of the house on a forty ton crane. Don't those nylon slings stretch! I'm glad that Vera is out. Drop a tonne and a half of Mill from that height and it sure is likely to dent the china cabinet. The slings don't break. The Mill is safely in place. For conrods. We visit Demco, one of the oldest, most honest firms in Australia. They've imported this superb cylindrical grinder. No, not for conrods - for grinding gudgeon pins (wrist pins if you insist) for cars, trucks, motor bikes, outboards, mowers, chainsaws, etc. Marvellous! But it's just a fraction too small for a Kenworth or Mack, and that's where most of the work is - for big trucks, not cars. The price is slashed. No buyers. Demco ship it to NZ. Cold weather apparently does not shrink Kenworth or Mack gudgeon pins by any appreciable amount, so the Enzedders won't buy it either. Demco ship it back and slash the price to less than half. “We'll have that!” sez Gordon. Don't tell me - for conrods. “No,” sez Burf, “for cylinders, pistons, contra-pistons, shafts, and drum valves - very useful size. Couldn't be better if we'd ordered it to fit!”. The guy from Demco is too nice to do anything but wince slightly. Borg-Warners are closing Marrickville and transferring to Seven Hills. It's a cold, miserable day for the auction. The bidders are dispirited. We get fifteen chairs, and twenty steel wastepaper baskets for nineteen dollars. And a bench and four-inch vice for fifteen. And then there's this odd-looking machine. Not in the list. Arrived this morning, sez the Auctioneer. Bet it's faulty sez the crowd. “Does it work?” asks one. As is, sez the auctioneer. “What's it worth?” I ask Gordon. Twelve big ones, he sez. Talk our money, I insist. “Six hundred - it's mechanically perfect, the motors aren't burnt, but they wouldn't have dumped it here unless it was crook. Bet it’s the switch gear. Get a couple of hundred for the magnetic chuck and the two motors if we can't get it to go”. The smart money drops out at $100. The only other bidder and I push each other in fives. He wavers at 165 but bids again. I push him immediately to 175. He takes a long time to make it 180. I immediately bid 185. The auctioneer doesn't want to waste any more time on it. He knocks it down while the other guy is still doing sums in his head. We get it home for another $70. It's heavy. And of course it doesn't work. My eighty-two year old sparks Dad runs his 415 test lamp over it. “Pull out that wire there!” he orders. I do. It's broken half an inch inside the insulation. Tricky one, sez Dad. Somedays it would be sure to run no trouble. Other days it would act up. Pull it through and reconnect. No trouble since. It's done all the of the pistons, shortened all the crank-pins and gudgeon pins to length. We try for a hone. Gordon sold his for $500. The buyer hasn't done anything with it, but he sez it's now worth $5,000. Not bad appreciation on your money. We buy a Sunnen for the same money. Every cylinder is hand-honed to match each piston. So if you want a replacement cylinder or piston, you have to have both. Sorry 'bout that - we just don't match Cox. But we're still here. So far. I hope that all this will serve as advice to those who are about to embark on making their own motors. Go ahead by all means, but realize what you're getting into. Remember that Gordon Burford, Gig Eifflaender, Duke Fox, et al got into the act at a time when a week’s wage was the going rate for an ordinary plain-bearing lapped piston motor. If you can get a day's wage for the same motor today, you're doing well! Gordon and Duke learned the hard way, but they were born at the right time. They plowed back the profits, improved their methods and over-capitalized themselves beyond belief. True pioneers. You can't have the same deal. If you're interested in the ego trip, then make a dozen off, jobbing out what you don't have the machinery for. Or form a co-op where you value each part as a percentage of the total cost for a completed motor, and pay each other pro-rata. Write me if you're interested. Always interested in learning there's still some fellow amentians out there. Wanna make rods and nva's? We didn't! On the Sesqui, it's as good as I can do, which is always short of what you could have done! A few comments might be of use. If you want to pull the motor down, by all means do so. We've supplied the Allen key. Take off the head, remove the backplate, withdraw the liner, which is a snug fit, not a force fit. A pair of multigrips on the flange shouldn't butcher anything, but make sure piston is at Bottom Dead Centre. With the liner out, it's comparatively easy to walk the big end off the pin. We found twenty-past-four seemed best for this, and for replacement. That's why the underside of the pin is ground away. The rod is a fixture in the piston because the gudgeon pin is a force fit. It will come out if you push the right way, but we weren't organized enough to assemble all of them the same way, so we have no clue which way is which. Frankly, by the time the rod is gone, a new cylinder-piston fit will be needed, hence the procedure. If you want to take the ball races out, warm the case in the kitchen oven to about 250ºF. They were put in gently to avoid squeezing and should fall out at this temp. Use gloves. The races are 5 mm and 7 mm standard. Current list price is $6.20, but we can supply them at about half that. The cylinder-piston fit is as tight as we can fit it and still get it to function. We rebuilt many motors after initial running because the fit was not what we'd want in our motor. If you want to find out how tight they are initially, order one un-run! The drum valve port is south and west at Bottom Dead Centre if the carb is upright. If you want the carb reversed, you must rotate the drum through 180º first. This of course puts the window north and east at Bottom Dead Centre as you look at it from the back in each case, of course. Surprisingly, we could measure no difference in revs with the motor sucking all that dirty exhaust back down its throat. Your motor might be fussier…………. Our best specimens turned 17,800 RPM on a Taipan 7x4 using Haworth brew. The worst only managed 15,000 RPM. Don't ask me how to make them all 17,500! Just give me another $250,000 and then perhaps I can. Best of luck, and thanks for your tolerance and support. Gordon B and Ivor F Conclusion I hope that you’ve enjoyed this look at an engine which represented a bold attempt by two genuine enthusiasts to create something of real value for their fellow aficionados. In my personal opinion, they succeeded completely in achieving this objective. The surviving examples are an irrefutable testament to their success! ___________________________ Article © Adrian C. Duncan, Coquitlam, British Columbia, Canada First published May 2026
|
 In this article, I’ll take a look at one of the finest model diesels ever to emerge from my own native land of Australia – the Sesqui 1.5 cc diesel. Introduced in 1982 and manufactured for only a very brief period, this engine was constructed in relatively small numbers, hence having achieved the status of a fairly rare but highly desirable collector’s item today. Even so, examples in fine condition do show up from time to time.
In this article, I’ll take a look at one of the finest model diesels ever to emerge from my own native land of Australia – the Sesqui 1.5 cc diesel. Introduced in 1982 and manufactured for only a very brief period, this engine was constructed in relatively small numbers, hence having achieved the status of a fairly rare but highly desirable collector’s item today. Even so, examples in fine condition do show up from time to time.
 Ivor first attracted international attention in 1974 through his involvement with
Ivor first attracted international attention in 1974 through his involvement with 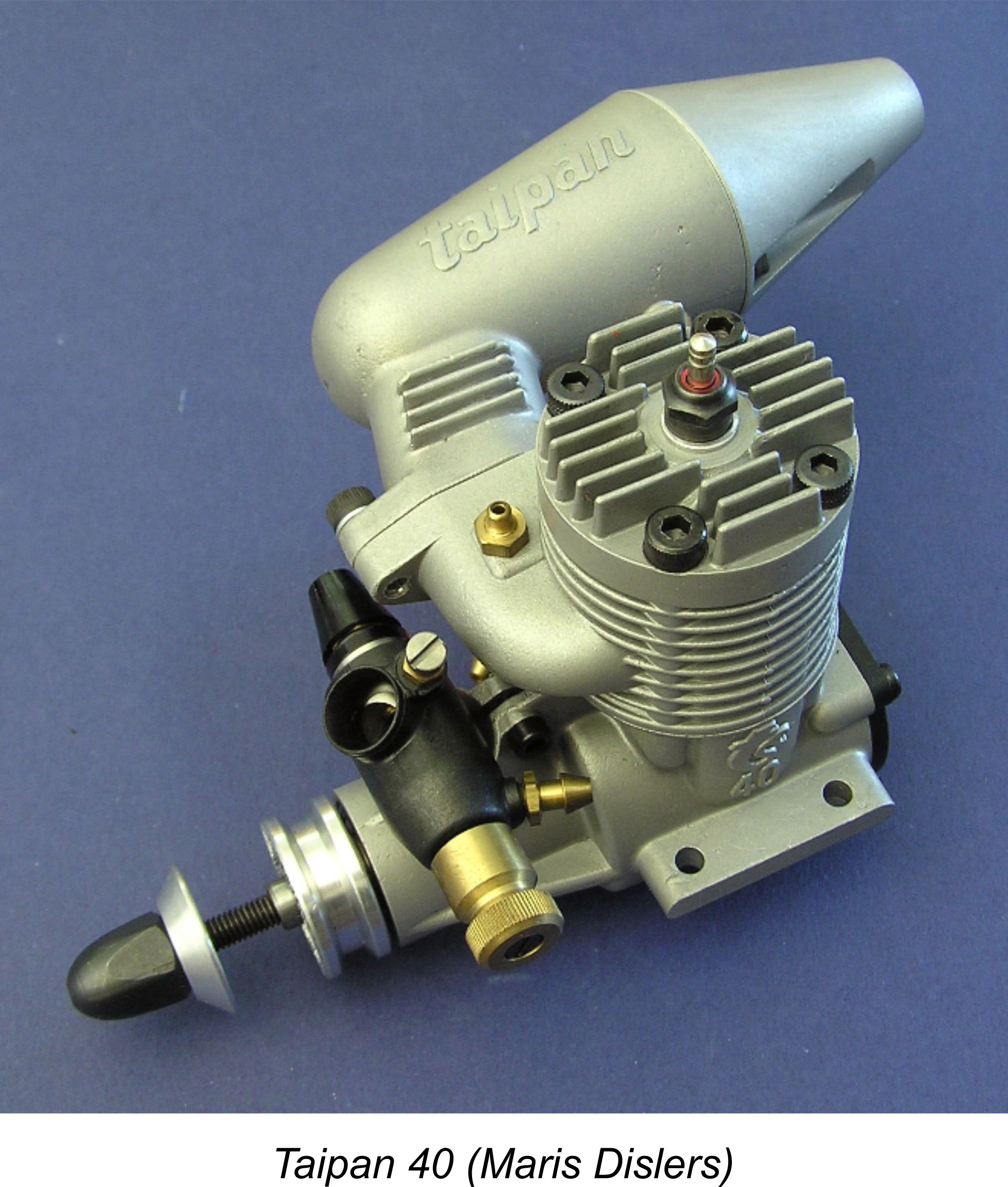

 The Sesqui displays an unusually complex design arrangement for a 1.5 cc motor, reflecting its envisioned application in team race models. It has such advanced features as twin ball bearings, three-port Schnuerle scavenging, a rear rotary drum valve and a rear exhaust. Bore and stroke are 12.2 mm and 12.5 mm respectively for a displacement of 1.46 cc. The use of a long stroke is a further reflection of the engine’s potential use for team racing, where torque development counts for something. The engine weighs 131 gm (4.6 ounces) – a lot of weight for a 1.5 cc diesel, but justified by the engine’s technical complexity and sturdy construction.
The Sesqui displays an unusually complex design arrangement for a 1.5 cc motor, reflecting its envisioned application in team race models. It has such advanced features as twin ball bearings, three-port Schnuerle scavenging, a rear rotary drum valve and a rear exhaust. Bore and stroke are 12.2 mm and 12.5 mm respectively for a displacement of 1.46 cc. The use of a long stroke is a further reflection of the engine’s potential use for team racing, where torque development counts for something. The engine weighs 131 gm (4.6 ounces) – a lot of weight for a 1.5 cc diesel, but justified by the engine’s technical complexity and sturdy construction.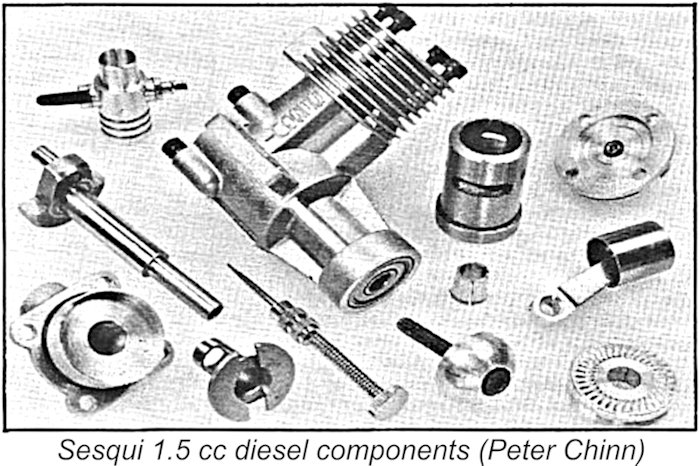 The lapped cast-iron piston is flat-topped, with a correspondingly flat-faced contra-piston. The piston is permanently assembled to a hefty conrod by means of a pressed-in gudgeon (wrist) pin, the exposed ends of which are ground flush with the outer surface of the piston wall after fitting. This arrangement makes disassembly of the piston-rod set virtually impossible. The use of a pressed-in gudgeon pin is absolutely necessary in this design if fouling of the exhaust and boost ports fore and aft is to be avoided.
The lapped cast-iron piston is flat-topped, with a correspondingly flat-faced contra-piston. The piston is permanently assembled to a hefty conrod by means of a pressed-in gudgeon (wrist) pin, the exposed ends of which are ground flush with the outer surface of the piston wall after fitting. This arrangement makes disassembly of the piston-rod set virtually impossible. The use of a pressed-in gudgeon pin is absolutely necessary in this design if fouling of the exhaust and boost ports fore and aft is to be avoided. 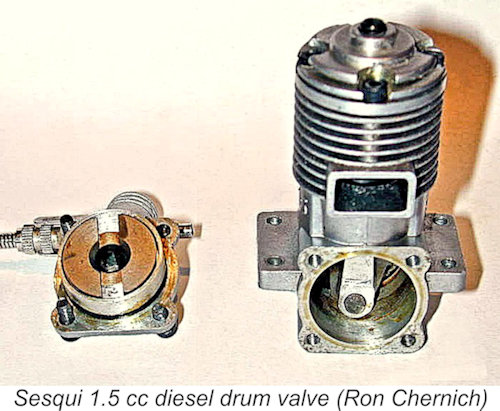
 There’s not much that I can say on this topic, since the Sesqui was never the subject of a published test in the contemporary modelling media. The closest thing that we have to such a test is Peter Chinn’s
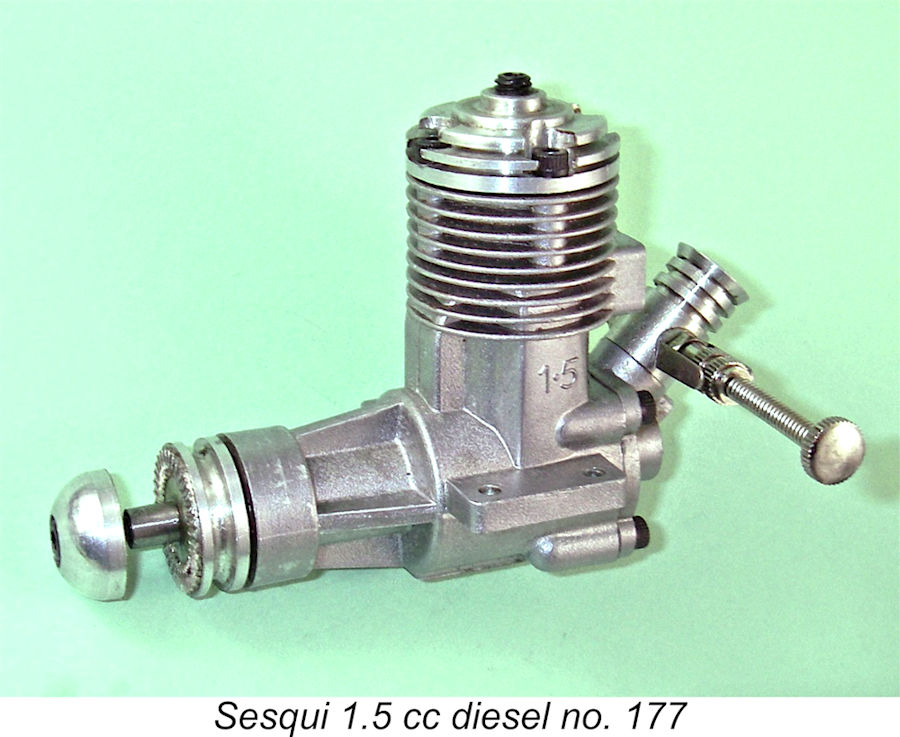
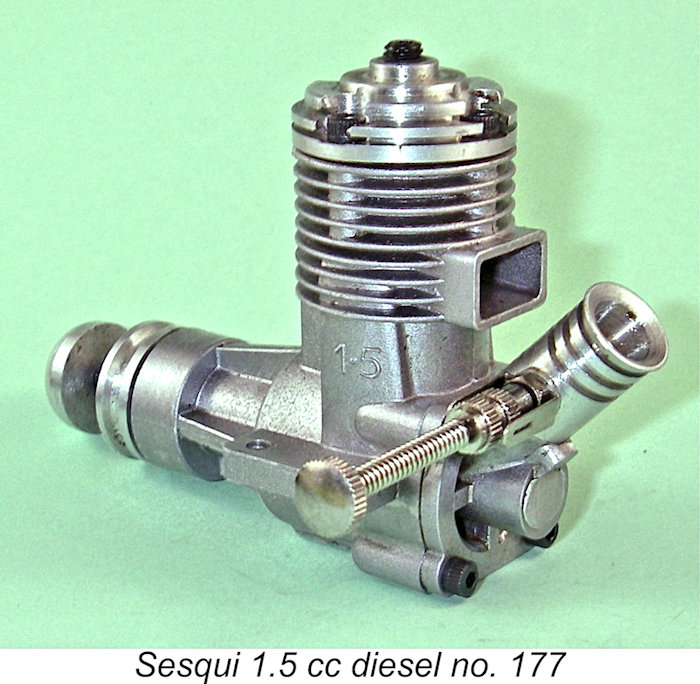
There’s not much that I can say on this topic, since the Sesqui was never the subject of a published test in the contemporary modelling media. The closest thing that we have to such a test is Peter Chinn’s 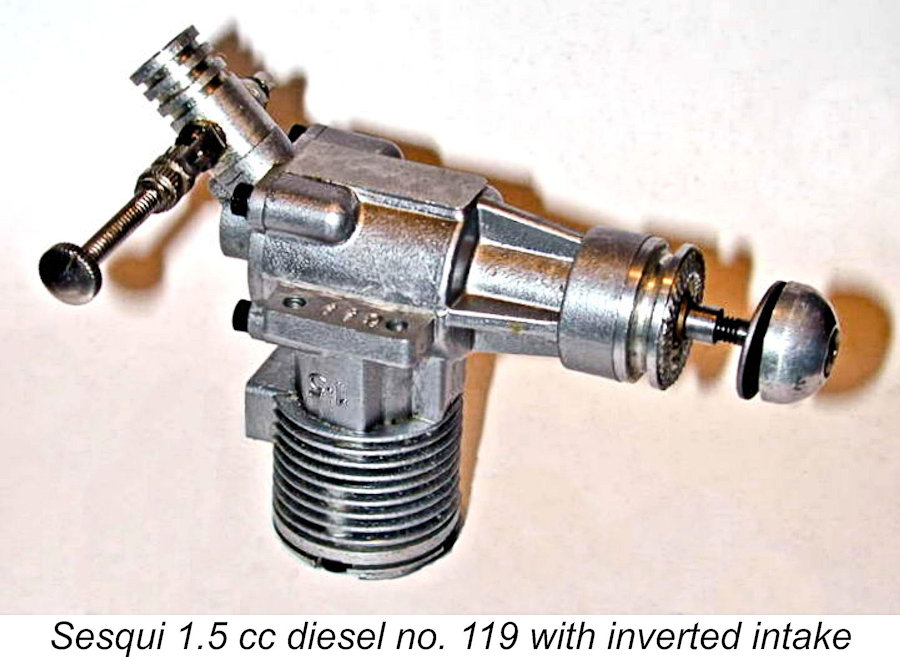 My own example of the Sesqui is engine number 177, which retains its box but no insert or paperwork. It appears to be unused – it has certainly never been mounted. Turning it over with a prop fitted, it is immediately apparent that the engine is set up quite tight. Reportedly this is typical of a new un-run Sesqui, which generally requires an extended running-in period. Since I don’t plan to use the engine in a model, I saw no reason to put it through a full break-in just to run a performance test. Consequently, Peter Chinn’s estimates will have to do! They certainly confirm that the Sesqui was a very stout performer for a 1.5 cc diesel!
My own example of the Sesqui is engine number 177, which retains its box but no insert or paperwork. It appears to be unused – it has certainly never been mounted. Turning it over with a prop fitted, it is immediately apparent that the engine is set up quite tight. Reportedly this is typical of a new un-run Sesqui, which generally requires an extended running-in period. Since I don’t plan to use the engine in a model, I saw no reason to put it through a full break-in just to run a performance test. Consequently, Peter Chinn’s estimates will have to do! They certainly confirm that the Sesqui was a very stout performer for a 1.5 cc diesel! After a design and tooling-up process lasting the better part of two years, distribution to the subscribers of the first batch of Sesqui Mk. I engines began in mid-1982. The engines were supplied in sturdy plain cardboard boxes with the name of the engine and its serial number hand-written on the top along with the proud declaration "Made in Australia". The serial number was also stamped on the box. A pair of hex keys of the sizes required for compression adjustment and disassembly was included.
After a design and tooling-up process lasting the better part of two years, distribution to the subscribers of the first batch of Sesqui Mk. I engines began in mid-1982. The engines were supplied in sturdy plain cardboard boxes with the name of the engine and its serial number hand-written on the top along with the proud declaration "Made in Australia". The serial number was also stamped on the box. A pair of hex keys of the sizes required for compression adjustment and disassembly was included. Gordon Burford was the sine qua non in the venture. We looked at all sorts of machinery in numerous auctions, used and new machinery houses, private sellers, Government disposals, etc. You name it - we looked at it! Burf and I would foray forth and look at a Ward or Herbert 2A or 2D or whatever. To my untrained eye, ear and hand it would seem OK. “What about this one then?” I'd ask, to which Gordon's inevitable reply would be “How big is your boat?” It was beneath my dignity to ask him what he meant! The penny finally dropped, but only on the seventh occasion or something.
Gordon Burford was the sine qua non in the venture. We looked at all sorts of machinery in numerous auctions, used and new machinery houses, private sellers, Government disposals, etc. You name it - we looked at it! Burf and I would foray forth and look at a Ward or Herbert 2A or 2D or whatever. To my untrained eye, ear and hand it would seem OK. “What about this one then?” I'd ask, to which Gordon's inevitable reply would be “How big is your boat?” It was beneath my dignity to ask him what he meant! The penny finally dropped, but only on the seventh occasion or something. | |